Система для испытаний турбинных лопаток на усталость ZETLAB
Код товара 1196446
Задать вопрос
Написать отзыв
Делитесь опытом
Почему вы выбрали именно этот товар?
Для каких целей планируете использовать?
Устраивает ли вас соотношение цены и качества?
Не терпим нечестные отзывы, а также:
Мат, ругательства, оскорбления и угрозы
Контактную информацию, рекламу и прочее, не относящиеся к теме
Обсуждение цены товара и ее изменение
Отзывы по обслуживанию и сервису следует оставлять через раздел Гарантийное обслуживание, там они будут рассмотрены в обязательном порядке
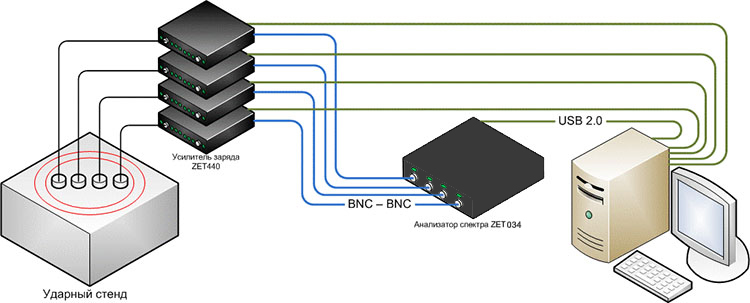
Наиболее нагруженными деталями паровых и газовых турбин являются лопатки, их надёжность в процессе эксплуатации в основном определяет ресурсные характеристики узла в целом. На долю лопаток в общем количестве деталей турбины приходится около 50 %, поэтому одна из важных задач повышения надёжности заключается в контроле ресурсных характеристик лопаток, входящих в состав турбины, на этапе их производства. Система испытаний турбинных лопаток на усталость позволяет проводить испытания по методам ГОСТ РВ 2840-001-2008 (ОСТ 1 00870-77) в автоматизированном режиме, сокращая время и затраченные трудовые ресурсы на проведение испытаний, а также повышая точность измерений. Описание программы и принцип ее работы приведены в Руководстве оператора Программа «Испытание лопаток ГТД».
Для испытаний лопаток на усталость применяют несколько методов:
- стандартный;
- ускоренный с постоянной амплитудой напряжения;
- ускоренный с возрастающей амплитудой напряжения.
Стандартный метод позволяет вычислить запас прочности лопатки по осредненной кривой усталости, где определяется значение предела выносливости. Для проведения испытаний по данному методу берётся партия изделий от 15 до 30 шт.
Ускоренные методы испытаний применяются для определения предела выносливости на заданной базе испытаний по числу циклов, для определения параметров уравнения средней кривой усталости, а также для определения возможности оценки средних значений, характеристик рассеивания долговечности и пределов выносливости.
К ускоренным методам испытаний при постоянной амплитуде относят метод пробитов, метод «лестницы» и стандартный метод для ускоренного определения предела выносливости. Испытания проводят при постоянных заданных амплитудах напряжений цикла в процессе всего испытания лопатки. Каждая лопатка испытывается только при одной амплитуде напряжений.
Ускоренные методы испытаний с возрастающей амплитудой напряжения включают в себя метод со ступенчато увеличивающейся нагрузкой, метод Про и метод Локати. Эти испытания проводятся при постоянной амплитуде напряжений до заданной базы испытаний с последующим перегружением несломавшейся лопатки на следующую амплитуду напряжений, или если в процессе испытаний амплитуда напряжений увеличивается постоянно (непрерывно или ступенчато).
Выбор определённого метода зависит от цели испытаний.
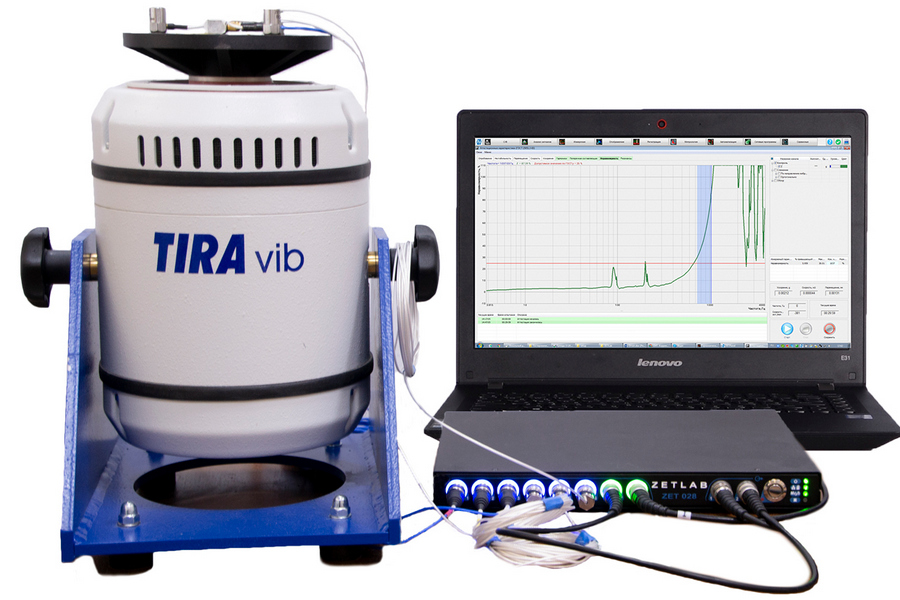
В основу работы системы для испытаний турбинных лопаток на усталость заложен принцип удержания частоты собственных колебаний (ЧСК) и слежение за её изменением.
Перед проведением испытаний необходимо запустить программу «Предтест и контроль» для предварительного анализа динамических характеристик изделия и определения наиболее подходящего контрольного датчика. На основе проведённого предтеста программное обеспечение регистрирует все резонансы и антирезонансы, возникающие в тестируемом изделии.
Пользователь может выбрать определённую резонансную частоту системы и запустить испытания по удержанию резонанса. Контроль размаха перемещений лопатки производится лазерным датчиком РФ603. В системе рекомендуется использовать высокоскоростные датчики РФ603HS с рабочим диапазоном 10 мм. Такая модификация позволяет регистрировать перемещение лопатки в диапазоне от 10 мкм до 5 мм.
По мере накопления усталостных повреждений будет происходить смещение ЧСК лопатки. Специализированное программное обеспечение «Поиск и удержание резонансов» будет отслеживать это смещение и подстраивать параметры системы в автоматическом режиме. Система для испытаний турбинных лопаток на усталость, осуществляет автоматизированный частотный контроль в программном обеспечении ZETLAB
Динамическая тарировка
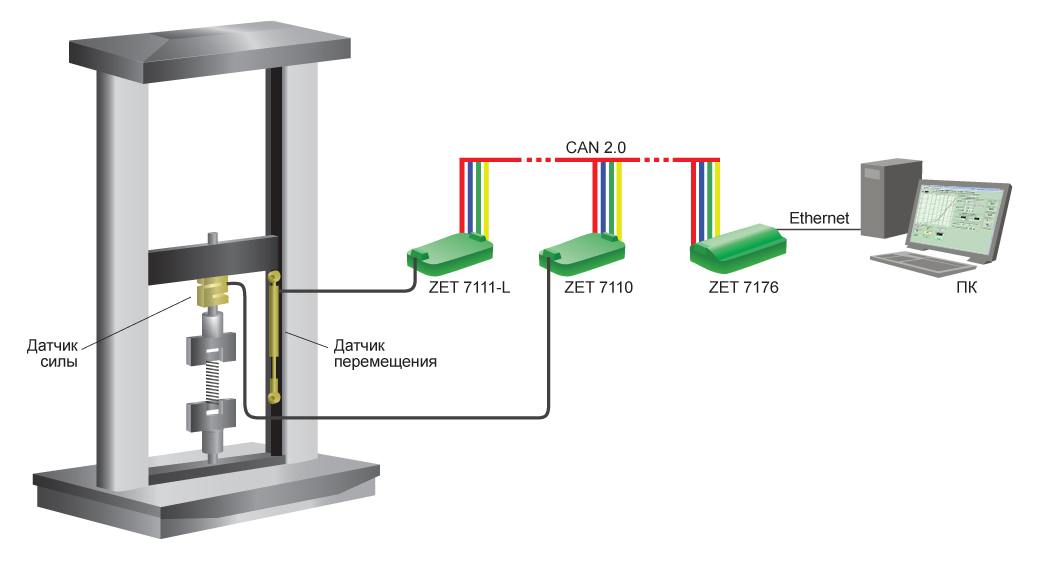
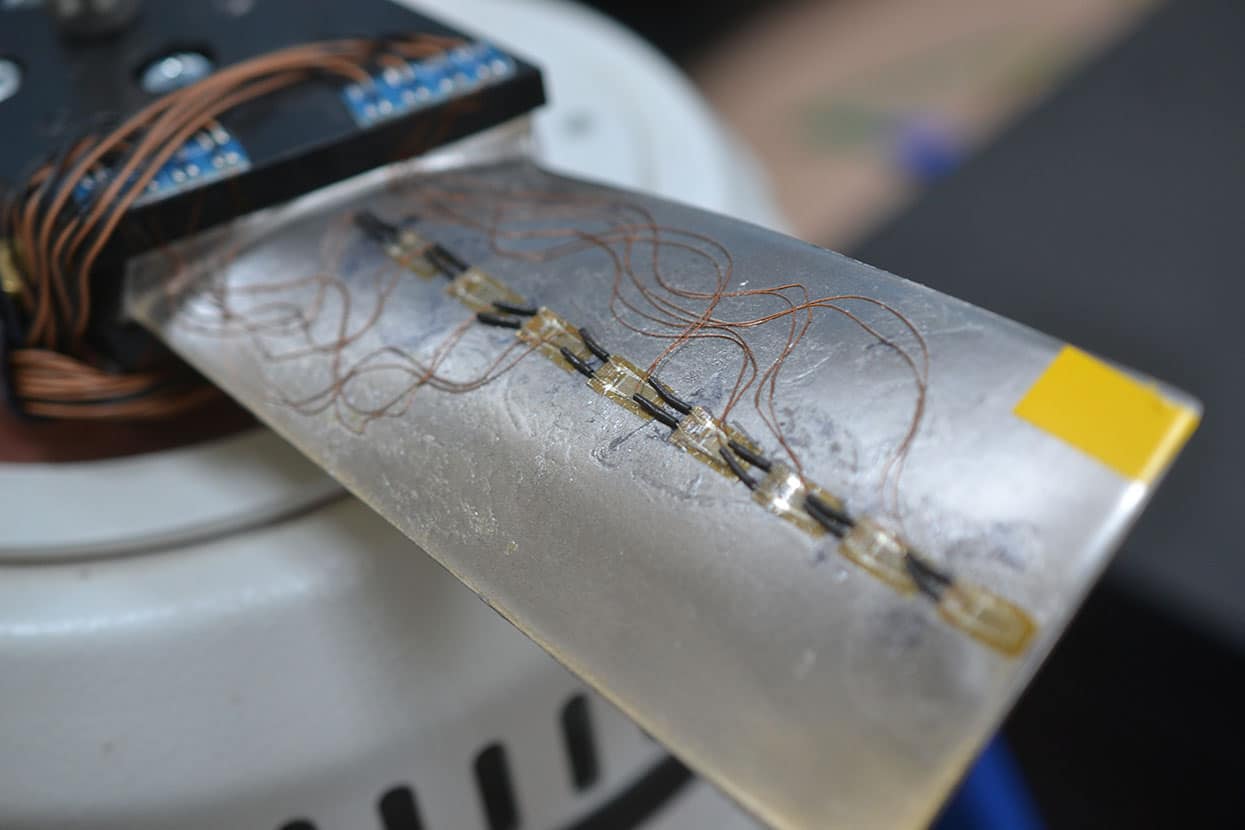
Согласно отраслевому стандарту, непосредственно перед проведение испытаний необходимо провести динамическую тарировку, где определяется распределение напряжений (деформаций) в лопатке на 3-6 образцах.
Для этого образцы препарируются тензорезисторами вдоль входной, выходной кромок со стороны корыта и вдоль спинки в местах наибольших толщин профиля. Расчет напряжения производится в учетом динамического модуля упругости, который необходимо задать при настройке измерительного канала (также в настройках канала необходимо задать сопротивление тензорезистора и его коэффициент чувствительности).
В процессе динамической тарировки строится зависимость между амплитудой перемещения одного сечения лопатки и амплитудой напряжения на контрольном тензорезисторе.
ZETLAB
Компания Электронные технологии и метрологические системы (ZETLAB) основана в 1992 году в г. Зеленоград на базе СКБ ФГУП ВНИИФТРИ. ЭТМС производит десятки различных модулей и устройств, на основе которых создаются системы сбора и обработки информации.

Россия — родина бренда
Характеристики
|
Наименование |
Назначение |
|---|---|
| Вибростенд | воспроизведение вибрационного воздействия |
| Усилитель мощности | усиление сигнала с контроллера на вибростенд |
| Датчик перемещения РФ603* | контроль перемещения лопатки |
| Акселерометр ВС 111 | опорный вибропреобразователь |
| Датчик тока ПИТ | контроль усилия, воспроизводимого на вибростенде |
| Тензорезистор 2ФКП | контроль напряженно-деформированного состояния лопатки |
| Тензометрическая система ZET 058 | усиление и преобразование входного сигнала с тензорезисторов |
| Система управления виброиспытаниями ZET 024 | управление виброиспытаниями, регистрация и контроль сигналов с первичных преобразователей |
| Термопара | контроль температуры в опасном сечении лопатки |
| Цифровой измерительный преобразователь для термопар ZET 7120 | преобразование сигнала с термопар в значения температуры |
| Преобразователь интерфейса ZET 7176 | передача данных от цифровых датчиков на ПК |
| Программное обеспечение в составе:
SCADA-проект «Снятие распределения напряжений (деформаций) в лопатке по основному тону» |
программное обеспечение для определения параметров лопаток |
| ПК или ноутбук | по запросу |
| Ручной стробоскоп | дополнительный контроль амплитуды вибрации лопатки |
| Вихретоковый датчик AE | дополнительный контроль перемещения лопатки |
| Аксессуары: магнитный крепёж АМ 50 крепёжный магнит (магнитный кубик) АМ 51 восковая мастика AW01 комплект для изоляции датчиков |
для крепления акселерометров измерение вибрации в трех взаимно перпендикулярных направлениях для крепления акселерометров для развязки электропроводящих поверхностей |
Информация о технических характеристиках, комплекте поставки, стране изготовления, внешнем виде и цвете товара носит справочный характер и основывается на последних доступных к моменту публикации сведениях
Отзывы и вопросы о товаре
Записей ещё нет — вы станете первым.
0
0 отзывов
- 5 0%
- 4 0%
- 3 0%
- 2 0%
- 1 0%